昨天有朋友咨询程序再启动的问题,今天在这里做个简单介绍。
在机床程序自动运行过程中,有可能出现刀具损坏,或者急停报警等原因意外停止,或者在经过几天休息后希望重新开始休息前中断的加工时,可通过指定希望再启动的程序段的时序号或者程序段数(从程序的开头到希望再启动的程序段数量),即可从该程序段起重新开始加工。 另外,也可以将其作为高速程序检测功能来使用。
一、程序再启动功能的类型:
1、P类型,在中途手动更换刀具或刀具加工过程意外损坏时的再启动(只是程序暂停)
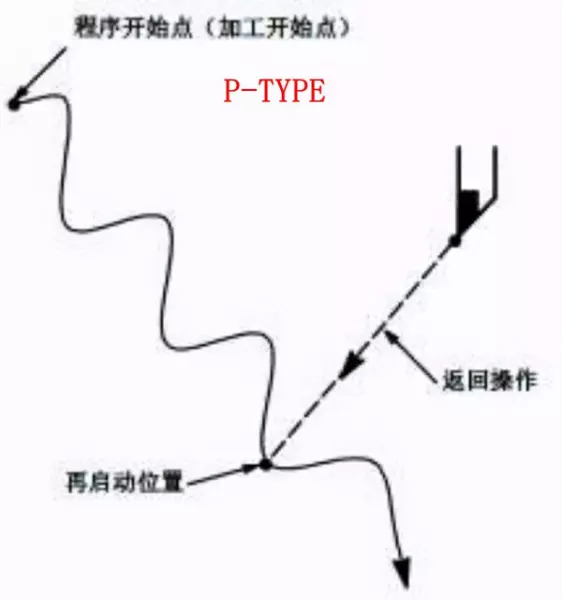
P型,可以从任何位置使程序再启动
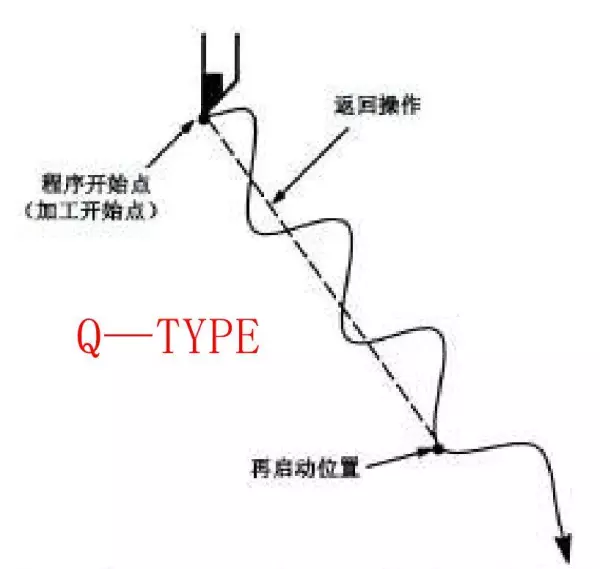
2、Q类型,切断电源后或急停解除后的再启动(相当于程序复位)
二、程序再启动功能的调试方法:
1、参数设置,按照下表设置相关参数

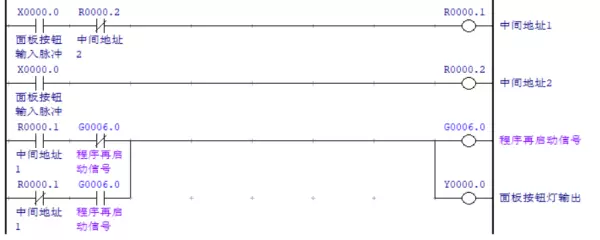
2、梯形图设计,通过外部信号触发G6.0,为1时在检索到要再启动的程序段的顺序号时,画面切换为程序再启动画面。接通的方法每个机床制造商采取的方式可能都不相同,有的用面板上的按键、有的用K参数、有的用软操作面板开关、也有的可能会用M代码等等。我们以面板按钮为例,请参照下图编辑梯形图
三、程序再启动功能操作方法:
1、P类型操作步骤:
1)将机床切换到自动运行(“AUTO”)模式,按下操作面板的复位(“RESET”)按键
2)按下操纵面板上的程序再启动(“RESTART”)按键(或者K参数、M代码、软操作面板开关)是G6.0接通

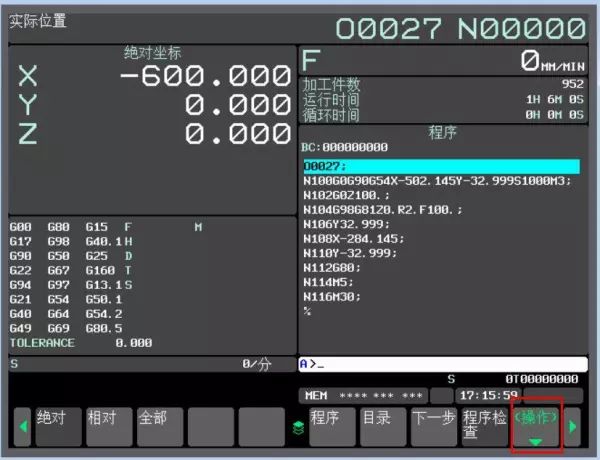

4)输入顺序号Nxx或选择段号Bxx,然后点击"P-TYPE"软键,进入到程序再启动界面,此时将执行最近一次的M、S、F,同时会把目标位置定位到执行选择段号前的实际位置坐标。


5)再次按下“程序再启动”按键,断开G6.0,然后按下循环启动按钮,各轴以空运行速度移动到重新开 始加工的位置,然后进行后续程序的加工。
三、特殊说明:
1、在下列条件下不能执行P-TYPE再启动。
①在自电源接通或解除急停尚未进行自动运行时
②在坐标系改变后或偏移(改变外部工件原点偏置值)后,尚未进行自动运行时
此外,可通过P-TYPE程序再启动正确返回的程序段是加工中断前最后执行了坐标系设定或变更的程序段。
2、再启动的程序段不必是被中断的程序段,可从任意的程序段再启动。但是P-TYPE再启动 则必须是与中断时相同坐标系的程序段