首先说明一下,因为接触这个行业不久,所以分享的东西也只是自己的经历,有错误的地方欢迎大家指正,有能帮到想进入这个行业的人就最好了。因为我目前为止只接触过法兰克系统,所以分享的也是以这个系统为主。
这是我们公司两款法兰克机台的操作界面,界面的操作方式有轻微的区别,但是功能是基本一致的。

旋钮款操作界面

按键操作界面

开启(上方绿色按键):电源启动
关闭(上方红色按键):电源关闭
急停(中间红色按键):程序运行中遇到紧急情况时拍停这个按键
程序启动(下方绿色按键):按该键程序开始运行
程序停止(下方红色按键):程序运行过程中有异常或者需要观察工件加工情况或者查看刀具等情况可以按程序停止键
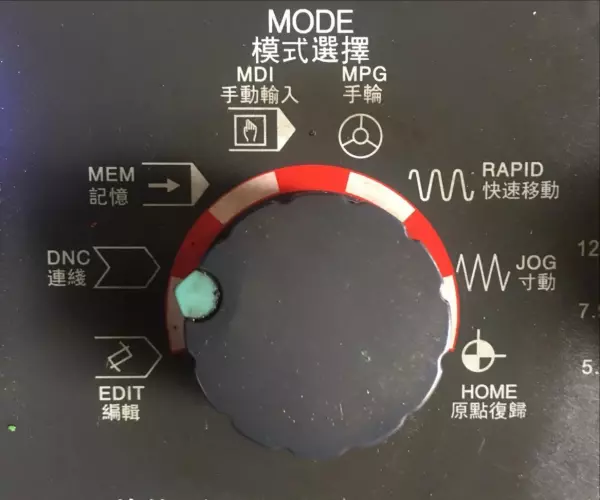
连线:要将程序传至SD卡,或者调取存储卡的程序时打到该挡
记忆:要将程序传至操作系统自带内部存储种或者要调取机台内部程序打至该挡
手动输入:需要手动输入指令是,如调刀指令T0 M6;时打到该挡
手轮:需要手动控制机台做精准安全的移动时打到该挡,进行手轮控制机台移动
快速移动:机台需要进行安全且快速的移动打到该挡
寸动:机台进行微小的移动,正常我很少用这个功能
原点恢复:要将机台恢复到机械原点是可以打到该挡

进给倍率:该旋钮主要控制的是程序的进给,比如编程给T10铣刀设置的进给是F2000通过该旋钮可以改变进给速度,也就是走刀的快慢
快速进给:该旋钮主要控制机台快速移动的快慢,比如将模式选择打到快速移动状态,时机台的移动速度就可以通过该旋钮就行控制
主轴转速调整率:该旋钮主要调整主轴的旋转速度
主轴刀号:主轴上所装刀的刀号
刀库刀号:刀库中的备刀刀号,如果进行换刀操作就是将刀库刀号位置中的刀跟主轴的刀进行对换
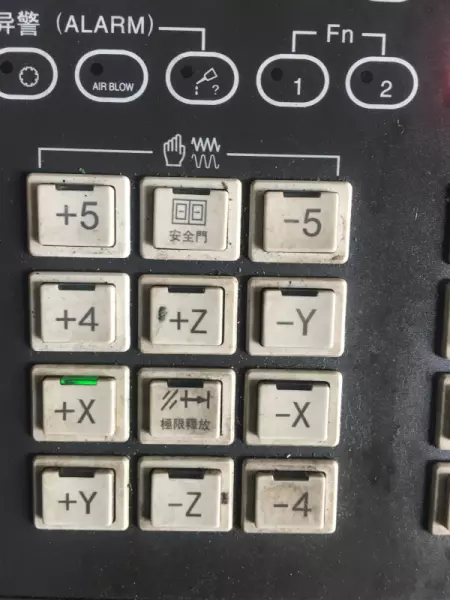
将选择模式打到快速移动模式后,就通过X+/X-来控制X方向的移动,通过Y+/Y-来控制Y方向的移动,通过Z+/Z-来控制Z方向的移动

中心出水:点该按键时主轴中心出水开始,使用该按键需刀具配有中心出水功能,如一些U钻
主轴定向:使用该按键时,主轴旋转到固定的位置,并锁住不转动,如一些镗刀要调退刀方向时可以使用
刀库正转/刀库反转:将选择模式打至快速移动模式或者手轮模式可以使用该功能,可以手动控制刀库,将想要的刀移动至刀库刀号位置
冷却液手动:启动该功能后主轴上的出水口将会开始出水
加工吹气:启动该功能后,主轴上的出气口开始吹气
排屑正转:有配备排屑系统的启动后排屑系统运行,排屑系统因机台不同将有所不同,也有机台并没有配备
其他功能因机台限制或者本来没有使用就不再介绍

主轴正转主轴停止主轴反转:将选择模式打在手轮模式或者快速移动模式时,可以根据需要控制主轴的停止跟正反转
单节执行:启动该功能后,会在每一段程序都进行停止,也就是每一个EOB(分号)就停止一次,想要再次启动程序需重新按程序启动,该功能可以在程序运行过程中观察刀具是否损坏时使用
选择停止:启动该功能后,程序会在每一把刀加工完成后进行换刀操作前停止,需手动启动程序才会进行换刀操作。该功能可以在第一次运行程序时启动,这样可以确保每一把刀具第一次下刀的准确性